-

解決方案
金絲球焊 內引線焊接
-
把電路芯片上已金屬化的電路引出端或電極,與裝配芯片的金屬引線框架或外殼引出電極線一一對應連接起來的焊接工藝。內引線焊接工藝是在芯片焊接完成后的一道焊接工序,常用的方法有熱壓焊接法、超聲波壓焊法、熱超聲焊接法(球焊法)、平面焊接法和梁式引線焊接法等。
查看更多把電路芯片上已金屬化的電路引出端或電極,與裝配芯片的金屬引線框架或外殼引出電極線一一對應連接起來的焊接工藝。內引線焊接工藝是在芯片焊接完成后的一道焊接工序,常用的方法有熱壓焊接法、超聲波壓焊法、熱超聲焊接法(球焊法)、平面焊接法和梁式引線焊接法等。
鋁絲鍵合機工作原理
-
鋁絲鍵合機工作原理
查看更多儀器名稱:超聲波鋁絲壓焊機
型號:XE-2010
鋁絲鍵合機是一種用于半導體芯片制造重要引線焊接的設備,其工作原理是將金屬線(通常是鋁或銅)焊接到芯片表面的金屬引腳上。這些金屬線用于連接芯片上的不同部分,形成電路。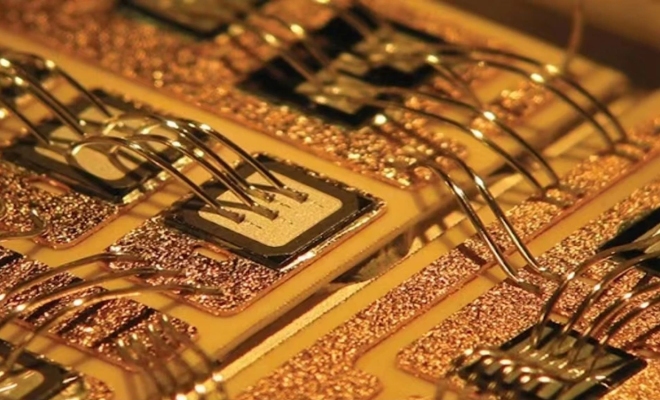
多排焊盤外殼封裝IC金絲球焊鍵合技術
-
 查看更多
查看更多在多層多排焊盤外殼封裝電路的引線鍵合中,由于鍵合的引線密度較大,鍵合引線間的距離較小,鍵合點間的距離也較小,在電路的鍵合中就需要對鍵合點的位置、質量、鍵合引線的弧線進行很好的控制,否則電路鍵合就不能滿足實際使用的要求。文中就高密度多層、多排焊盤陶瓷外殼封裝集成電路金絲球焊鍵合引線的弧線控制、外殼焊盤常規植球鍵合點質量問題進行了討論,通過對鍵合引線弧線形式的優化以及采用"自模式"植球鍵合技術大大提高了電路鍵合的質量,鍵合的引線達到工藝控制和實際使用的要求。同時,外殼焊盤上鍵合的密度也得到了提高。
金絲球焊接中壓電技術的應用
-
查看更多
金絲球焊線技術,又稱為芯片打線技術,是一種初級內部互連方法,它把框架引腳連到裸片表面或器件邏輯電路內部,這種連接方式把邏輯信號或晶片的電信號與外界連接起來。金絲球焊線技術示意圖如下,金絲球焊接過程是一種不同于熱焊的固態焊接過程,其原理是通過超聲波發生器輸出超聲正弦波電信號,經過超聲換能器轉變為機械振動,振幅經超聲變幅桿放大后傳遞給焊接劈刀,使其在金屬接觸面產生摩擦。在焊接初期階段消除焊接區域氧化膜及雜質,振動摩擦使兩種金屬充分接觸。在焊接階段,由于兩個焊接的交界面處聲阻大,因此產生局部高溫。在短時間內焊區高溫不能及時散發,致使接觸面迅速融化,同時壓力電磁鐵在通電的情況下,產生磁力,施加給劈刀向下的力,使兩種金屬鍵合到一起。當超聲波停止作用后,讓施加在劈刀上的壓力持續一段時間,使其凝固成型,這樣就形成一個堅固的分子鏈,達到焊接的目的,形成牢固的機械連接,即實現了焊接。

引線鍵合黃金絲
-
 查看更多
查看更多半導體器件級封裝工藝目前采用的金線大多直徑為25um ~30um ,作為焊接所需的重要原材料,所選擇的金線要具備這樣幾個特性:良好的導電性能;具有一定的強度和韌性,太軟的金絲不能形成好的拱絲線弧,焊線過程中容易斷絲,焊點形變不一致;要有合適的扯斷力,能順利完成焊線過程;純度一般為99.99% 。








